vibro-meter's product line is standard and preferred by many of the world’s largest suppliers of gas turbines, covering sensors, protection systems, condition monitoring systems, software, and services. Our solutions address not only vibration, but also the combustion dynamics so vital for today’s low-emission designs that operate under metastable conditions. And our offerings address industrial, heavy-duty, and aero-derivative designs along with their driven equipment for truly plant-wide solutions covering all types of machines.
Proximity Probes
Accelerometers with external electronics
Accelerometers with integral electronics
Moving-Coil Velocity Sensors
Dynamic Pressure Sensors
Optical Sensing
RTDs and Thermocouples
Magnetic Pickups (Variable Reluctance Sensors)
Hall-Effect Sensors
Vibro-meter pioneered high-temperature measurements for gas turbines in the 1960s and over the ensuing six decades, we have never looked back. Today, we stand unrivaled in our know-how with sensors that serve as the industry’s benchmark for longevity and accuracy in even the most extreme environments. Nowhere is the environment more extreme than on gas turbines. Not only are extremely high temperatures involved for measurements like frame vibration, but billions pressure cycles must be endured for measurements like combustion dynamics. That’s why both industrial as well as aerospace customers turn to us for the most robust sensors available covering everything from pressure to vibration to speed with a comprehensive suite of offerings designed to monitor gas turbines and their driven equipment.
Vibro-meter is the only supplier that provides an option for either current-mode or voltage-mode outputs on proximity measurements, allowing more flexibility and the ability to transmit signals over longer distances without interference.
These sensors are used on industrial rather than aero-derivative gas turbines because such turbines have journal (fluid-film) bearings and thus benefit from shaft-relative measurements. The same can be said of the driven equipment. These sensors measure shaft-relative radial vibration, shaft axial (thrust) position, speed, and phase. Proximity probes can also be used for overspeed measurements; because they are powered and use a bias voltage, they provide inherently superior self-check capabilities compared to passive speed sensors such as magnetic pickups.

Vibro-meter is unrivalled in its accelerometer technology for extreme environments. Nowhere is this more important than on gas turbines.
When surface temperatures are above 350° C, or when ambient temperatures frequently exceed 100°C, our CA-series accelerometers represent not only the right choice but the world’s most robust and trusted technology for high-temperature accelerometer-based measurements. Our CA-series designs separate the sensing element from its conditioning electronics and thus allow the sensor to be placed in extremely hot environments (up to 700° C) while the signal conditioner (typically, our IPC 707) is mounted off the turbine where temperatures are more conducive to active electronics (85° C or less). High-temperature mineral insulated (MI) or soft-line cable is then used to connect the sensing element to its conditioning electronics. We have continually improved our designs with enhancements that minimize thermal transient effects and base strain sensitivity. Numerous leading manufacturers use our CA-series sensors on their heavy-duty gas turbine models including Siemens, Ansaldo, Mitsubishi, and others. The CA-series is also equally at home on aero-derivative gas turbines such as Siemens’ SGT-AXX series engines (including heritage Allison and Rolls-Royce models), Mitsubishi’s Pratt & Whitney engines, and GE’s LM-series engines.
Explore our extensive offering of accelerometers with external electronics

Vibro-meter is world-renowned for our accelerometer technology. For machinery vibration applications, very few can match the breadth of our portfolio or rival our quality. We are also the only supplier to offer the option for voltage-mode or current-mode transmission, providing superior immunity to noise and signal degradation over long wiring distances.
When surface temperatures will be below 350° C, our CE-series accelerometers with integral electronics can be used. A typical example of such an application is on the bearing caps of gas turbines with fluid-film bearings. Indeed, OEMs often mandate such measurements for machinery protection2Because these sensors are used for protection on GE heavy-duty gas turbines such as Frame 5, 6, 7, and 9 models, they are often installed redundantly with two sensors on each bearing cap. Other manufacturers, such as Solar®, typically use only one sensor per bearing cap and may or may not use proximity probes for protection.,3For example, a damped resonance occurs within the passband of the CV-213 at approximately 10 Hz. This results in a 90-degree phase lag at 1000 Hz as compared to 10 Hz and must be taken into account when using the signal for diagnostic purposes such as machinery balancing.. It is customary on such machines to integrate the native acceleration signal to velocity as many OEMs use velocity as the basis for their vibration severity limits. However, because these machines use fluid-film bearings, they are almost always also fitted with proximity probes that provide important, supplementary signals useful for both condition monitoring and protection purposes. In addition to use on gas turbine casings for velocity measurements, accelerometers with integral electronics are used for measuring gearbox vibrations on trains where a gearbox is used between the gas turbine and its driven machinery.

Robust, rugged, and reliable. Our moving-coil technology can be the right fit for selected gas turbines and driven equipment when surface temperatures will not exceed 204° C.
When temperatures will be below 204° C, our CV-series sensors can be used for measuring casing velocity. These sensors utilise a magnetic core within an encircling coil that move relative to one another and generates an output directly proportional to vibration velocity. They have the advantages of being self-powered and of providing a very strong output signal (typically 20 mV/mm/s) in native velocity units that require no integration and result in an excellent signal-to-noise ratio.
These advantages, however, come at the expense of a more limited usable frequency range (10 Hz – 1000 Hz), moving parts that wear out over time, restricted mounting angles (pure vertical ±100 degrees), and a phase response that is not linear within the passband3For example, a damped resonance occurs within the passband of the CV-213 at approximately 10 Hz. This results in a 90-degree phase lag at 1000 Hz as compared to 10 Hz and must be taken into account when using the signal for diagnostic purposes such as machinery balancing.. Regardless, some customers prefer this sensor type due to its simplicity, self-powered operation, and large native velocity output. Although we have numerous offerings in our CV-series, the model most suitable for use in elevated temperatures is the CV-213.

We pioneered the technology that moved the industry from periodic tuning to online combustion dynamics monitoring for today’s ultra-lean DLE combustors
These sensors are used to monitor pressure pulsations in gas turbine combustors and form part of a closed-loop control system that adjusts combustion under metastable (very lean) conditions to achieve extremely low emissions. They must endure very high temperatures (up to 650° C) and use integral, mineral insulated (MI) cable to exit the high-temperature environment before transitioning to soft-line cable for connection to the companion signal conditioner (IPC707).

Consistent with our culture and heritage of innovation, we are today developing a next-generation portfolio of dynamic pressure sensors that utilise optical technology, resulting in extended frequency response for even better combustion control. You can register to receive periodic updates as this exciting technology nears commercial release.
The sensors in this section are supplied by third parties, but are generally compatible with our monitoring platforms. Consult vibro-meter for additional information on these sensors for new or retrofit applications, or if you have existing sensors of the types mentioned here and want to explore compatibility. In some cases, vibro-meter may be able to source these sensors, size them to the particulars of the application, install and/or provide installation guidance depending on the project requirements, and assume full system responsibility.
Used primarily for gas turbine bearing temperatures as well as other machinery-related temperatures such as generator winding temperatures, lube oil temperatures, and relevant process temperatures.

Typically used for overspeed measurements on all types of gas turbines as well as spool-speed measurements on aero-derivatives and are often the default sensor type provided by the OEM.
Contact your vibro-meter sales professional for additional assistance.

Often used for overspeed applications.

VM600Mk2 – rack-based monitoring
VibroSmart – distributed monitoring
Vibro-meter is unique in the industry by offering both distributed and centralized platforms with very similar channel types between the two, allowing you to choose the platform that fits your field wiring and topology preferences rather than forcing you to choose between “full capability” and “limited capability” platforms. Each platform provides the flexibility of stand-alone condition monitoring, stand-alone machinery protection, or seamless integration of the two in a “zero footprint” fashion that requires no additional modules. And, each platform features integrated combustion dynamics monitoring meaning a single system can be used for both vibration and combustion dynamics.
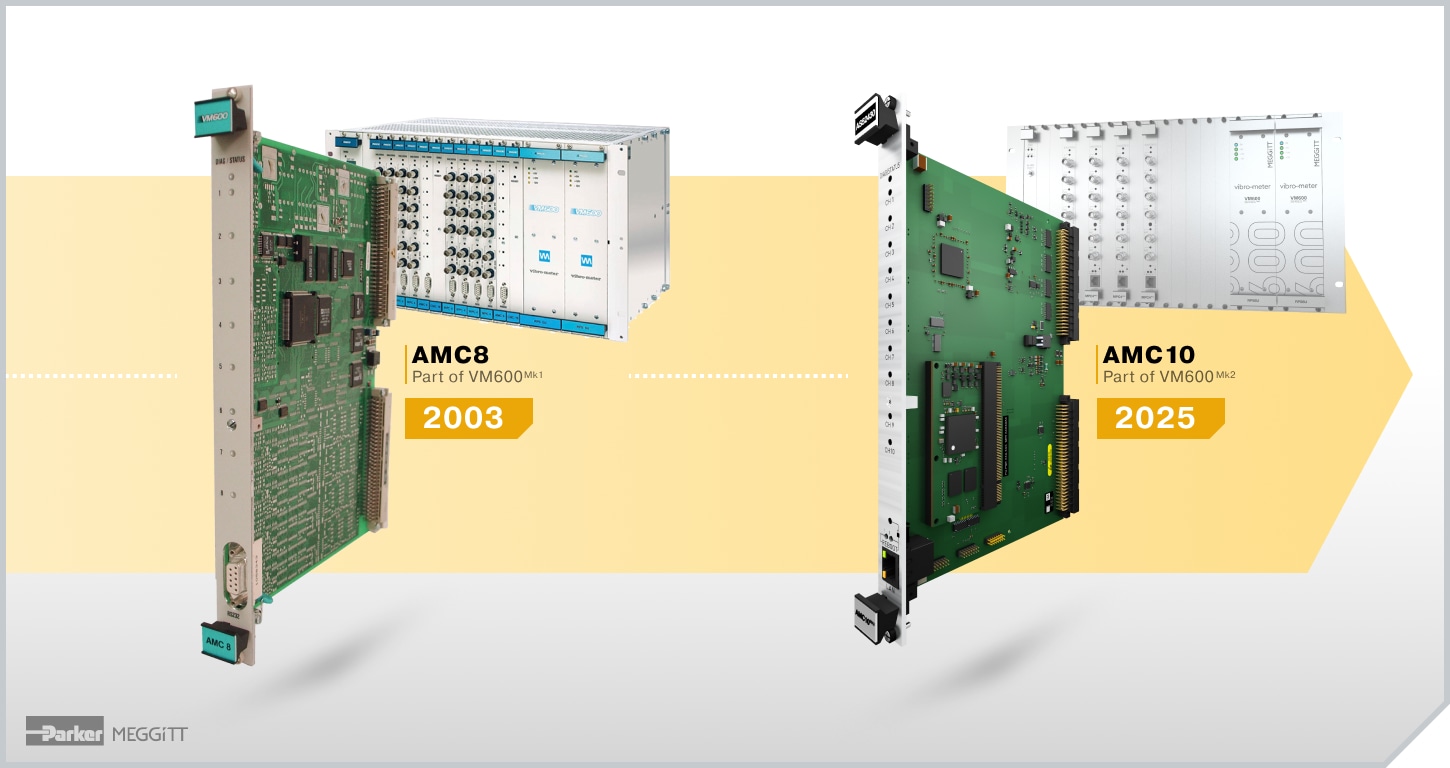
Our “one card does it all” approach revolutionised the industry more than two decades ago and our 2nd generation of this popular platform provides new levels of value, power, cyber security, and flexibility.
The VM600Mk2 is our centralized monitoring platform in a conventional 19” EIA rack-mounted form factor. It provides integrated protection and condition monitoring capabilities for all gas turbine measurements, including combustor pulsations and combustion dynamics, and builds on the enormous success of our original VM600 platform by providing numerous second-generation improvements while maintaining backward compatibility with the substantial installed base of first-generation racks (nearly 250,000 protection and 100,000 condition monitoring channels).
Released in 2000, the original VM600 introduced the concept of “one module does it all” – a feature many others have since emulated but which was pioneered by vibro-meter.
Many OEMs have standardized on the VM600 for their gas turbine protection, condition monitoring, and combustion monitoring needs. You can learn more in our whitepaper and by visiting the VM600Mk2 landing page.
Explore the full capabilities, specifications, and ordering options of our VM600Mk2 offering.

Developed in conjunction with one of the world’s leading turbine OEMs, the VibroSmart architecture can reduce wiring costs without sacrificing functionality – employing our “one card does it all” philosophy pioneered in the VM600.
The VibroSmart System is our distributed monitoring platform in a 35mm DIN-rail mounted form factor. Developed in conjunction with a leading gas turbine manufacturer to reduce installation costs without sacrificing functionality, it provides integrated protection and condition monitoring capabilities for all gas turbine measurements, including combustor pulsations and combustion dynamics, and is ideal for new installations where wiring costs can be dramatically reduced by mounting the monitoring modules near the machine and using single or redundant network cables to bring necessary status and current values back to the control room.
The VibroSmart platform is being used successfully on numerous gas turbines including the GE LM2500, GE LM1600, Rolls-Royce RB-211, Rolls-Royce Avon, Allison 501-K, Siemens SGT-750 and Siemens SGT-A35 to provide integrated vibration and combustion monitoring.
Explore the full capabilities, specifications, and ordering options of our VibroSmart offering

Our condition monitoring software is designed to provide a seamless, unified environment for your machinery information regardless of what underlying hardware you may be using. Our configuration environments are designed for exceptional ease of use, allowing you to accomplish in minutes what formerly took hours, establishing an industry-leading benchmark for power, flexibility, and intuitiveness with a highly graphical approach. And, our expert system environment is designed to automate your machinery diagnostic and anomaly detection tasks while providing a highly intuitive dashboard of machinery status suitable for operators – not just machinery specialists.
Full-featured condition monitoring and configuration software that allows you to unify your underlying protection, condition monitoring, and other data sources into a single, powerful environment for maximizing machinery availability, reliability, profitability, and safety.
VibroSight is a suite of powerful applications used for not just condition monitoring but also communications, data import/export, and configuration of our monitoring hardware platforms. When using VibroSight for condition monitoring, all of the plot types required for deep analysis of gas turbines and their driven equipment are available, including advanced combustion monitoring features, under steady-state and transient operating conditions. For an extensive overview, visit the VibroSight landing page. For a deep dive into each of the nine constituent applications that comprise the VibroSight suite, visit the VibroSight catalogue pages.
Explore the full capabilities, specifications, and ordering options of our VibroSight offering

Machinery Protection System Verification Services
Commissioning Services
Factory Acceptance Testing (FAT) and Integrated Factory Acceptance Testing (IFAT) Services
Machinery Diagnostic Services
Advisory and Consultancy Services
Additional services
Vibro-meter provides comprehensive services that extend beyond just our gas turbine monitoring and protection instrumentation to encompass your broader needs such as machinery diagnostics, training, system integration, product rental, and project management. Some of our customers have a high degree of self-sufficiency and need little more than occasional technical support, while others prefer to outsource the installation, maintenance, and even operation of their systems.
Wherever you fall within this spectrum of needs, we have both standard and tailored service offerings to fit.
These services verify the operation of your already installed protection system, whether VM600, VM600Mk2, or VibroSmart. They address the monitoring system, its connected sensors, and its communications with associated automation platforms such as the plant’s distributed control system.
These services are similar to System Verification Services, but are performed at time of initial system deployment and include the installation activities – not just the verification activities. These services also include training so that operators and others will be proficient in using the newly installed systems.
Click here to find out more about our Commissioning services.
These services allow robust functional testing of new systems before they leave the factory, and typically occur once the systems are mounted in cabinets and pre-wired to terminations, ready to accept field wiring at site. Signals are simulated during FATs to ensure point-to-point wiring is correctly installed and labeled, alarms and signal processing are configured and working properly, relays are configured and wired properly, and digital communications such as Modbus or Profibus are mapped and working properly. When condition monitoring is included with the machinery protection, this functionality is tested as well. This testing can also be carried out at locations other than vibro-meter premises when full integration with other systems, such as the plant DCS, must be exercised and verified.
Click here to find out more about our FAT and IFAT services.
Field engineers with machinery expertise are available to collect data from your machinery using portable data acquisition equipment or your installed condition monitoring systems. The collected data is reviewed and diagnostic reports are produced regarding machinery health such as the likely malfunction, its severity, and recommended corrected actions along with any corresponding urgency.
These services are designed to address a wide range of a la carte or bundled activities such as generating project specifications, site surveys to assess machinery and corresponding recommended monitoring, ongoing predictive maintenance services, recurring audits of machinery condition at specified intervals and after major events, and many others that can be custom-tailored to your unique needs.
Click here to find out more about our advisory and consultancy services.
All of the vibration measurements customarily made on gas turbines and their driven equipment for both protection and condition monitoring are available in our monitoring system platforms. In addition, our platforms provide dynamic pressure measurements used for combustion dynamics and combustor pulsations. Vibro-meter also provides the measurement chains (sensors, signal conditioners, and cables) along with numerous accessories for a complete installation. In the few instances where we do not provide sensors (such as temperature), we can provide guidance to assist you in sourcing them yourself or we can source and install them for you as part of turnkey installation and project management capabilities.
* Although Meggitt vibro-meter® does not provide temperature, pressure or valve position sensors, our protection and condition monitoring systems can integrate these readings.
† These sensors can also be used in conjunction with shaft relative vibration sensors to obtain absolute measurements if orientated to coincide with shaft relative measurement planes.
![]()

This measurement is made by means of a proximity probe, usually affixed to the bearing housing and observing the vibratory motion of the shaft within its bearing clearance. The probe can return both AC and DC signal components, corresponding to dynamic motion (vibration) toward and away from the probe, as well as the average position (DC component of signal). The average position shows the location within the bearing clearance where the shaft rides on its film of lubricating oil. It is about this point that dynamic motion occurs.
Although this can be a single-channel measurement with a probe mounted in only a single vibration plane, it is more common – particularly on critical machinery – to mount a second probe in an orthogonal axis so that position and vibration in both an X- and Y-plane can be observed, ensuring that any motion within the bearing clearance is detected.
These measurements are routinely used for both protection and condition monitoring. The amplitude of the signal corresponds to the amount of vibration and can be related to bearing clearances. It is made in units of displacement, either micrometers or mils.
![]()

This is the axial movement of the shaft at the thrust bearing, relative to the thrust bearing housing. It may be made at the end of the shaft or at the thrust collar. A similar measurement is called rotor position and is when the axial position is made relative to the machine casing rather than the thrust bearing.
Like shaft-relative vibration measurements, shaft axial position is made via a proximity probe. Unlike shaft-relative vibration, it is generally the DC component of the signal (position) that is of interest rather than axial vibration (AC component of signal). Axial thrust movement in excess 2mm (80 mils) is rare and a probe with a 2mm range is usually sufficient. However, due to mounting constraints, the sensor must sometimes be installed further away from the shaft. In such cases, larger diameter probes are available with longer measurement ranges.
Many thrust bearings are designed to have a total range of 1–0–1 mm where the thrust collar can move in the normal or counter direction against the normally active or inactive thrust bearing pads. Excessive movement corresponds to damage of the thrust bearing and an axial rub between rotating and stationary parts such as blades contacting vanes on a gas turbine. As such, this measurement is extremely important for machinery protection, and also has diagnostic value for condition monitoring purposes.
Because the shaft axial (thrust) position measurement is so important, it is usually made by means of two (or even three) redundant probes that compare their readings and use logical AND voting.
The measurement can also be done by means of a single probe but will have not voting. The thrust bearings on gas turbines are generally large enough to easily accommodate two probes – either to observe the thrust collar directly or to observe the end of the shaft near the thrust bearing.
![]()

To ensure radial and axial (thrust) bearings are not too heavily loaded, or starved of necessary lubrication, it is customary to embed an RTD or thermocouple into the bearing pad(s) carrying the shaft load or on the outer race for rolling element bearings. When excessive temperatures are observed, the machine must be shut down because bearing failure may be imminent, resulting in damage far beyond an easily replaceable component.
![]()

Each independent shaft in a machine is usually fitted with a once-per-turn mark, such as a key or keyway at a coupling, allowing a proximity probe to observe the passing of this mark with each shaft revolution. This provides a precise reference in time against which all other measurements along the shaft can be synchronized. This mark can also be used for basic speed indication, but cannot update fast enough for overspeed measurements.
![]()

As noted above, a phase reference measurement is made using a proximity probe observing a once-per-turn shaft discontinuity such as a key or keyway. However, this will rarely update at a rate suitable for accurate speed indication, much less overspeed protection.
As such, a multi-tooth surface will be used – often a gearwheel made specifically for speed measurement purposes. Also, overspeed should never be measured by a single (non-redundant) sensor. Instead, there are usually three redundant sensors observing the same multi-tooth surface and then monitored in a 2-out-of-3 voting arrangement that represents an optimal balance of missed trips versus false (spurious) trips.
On aeroderivative gas turbines, there are normally 2 (and sometimes 3) separate spools that are aerodynamically rather than mechanically coupled, thus necessitating separate speed measurements for each spool.
Speed and overspeed sensors can include magnetic pickups (i.e., variable reluctance sensors), Hall-effect sensors, and conventional eddy-current proximity probes as used for vibration and position measurements.
![]()

Aero-derivative gas turbines use rolling element bearings and mounting accelerometers at or near the bearings is impractical. Consequently, the accelerometers are mounted on the engine frame (often part of the support structure). However, such mounting locations are too far from the bearings to extract detailed bearing information (it is not only small in amplitude, but often swamped by other higher-amplitude signals such as blade passage).
The ability to monitor discrete bearing-related components is thus very limited and is instead primarily focused on identifying filtered vibration present at the various shaft (spool) speeds, indicative of gross problems such as loss-of-blading or catastrophic bearing failure that manifests at spool rotative speed.
In contrast, industrial and heavy-duty gas turbines use fluid-film bearings and proximity probes can almost always be fitted to the bearings. Many OEMs, however, mandate bearing cap seismic velocity measurements for protection, and proximity probes only for condition monitoring. Because the preferred engineering units are velocity rather than acceleration, signal integration (acceleration to velocity) must be used if the sensor does not provide a native velocity signal. Also, because these sensors are fitted to the bearing cap where temperatures are considerably cooler than elsewhere on the turbine, our CE-series models with integrated electronics can sometimes be used, or our CV-213 velocity sensor. In contrast, measurements on the frame rather than on bearing caps usually represent considerably higher temperatures (up to 700° C) at the mounting locations and must use our CA-series sensors with external conditioning electronics.
In addition to measurements at bearing locations, it is common practice to monitor the absolute vibration of the turbine casing – often near the combustion section. The primary reason for this is not to detect bearing, blading, or other rotor dynamic problems but combustion problems. During combustion, flame instability may trigger pressure pulsations (see dynamic pressure section below), resulting in casing vibration. Monitoring the casing to detect combustion issues is thus important for two reasons:
When monitoring casing vibration, it is imperative that the sensors are installed directly on the turbine casing, below the turbine insulation. However, this means they are subject to extremely high temperatures (up to 700°C) and therefore require our CA-series sensors. The CA series decouples the sensor from the signal conditioner and thus keeps the signal conditioning electronics from being exposed to the extreme temperature at the sensor mounting location.
![]()

A dynamic pressure sensor is fitted to each combustor on most modern gas turbines to measure pressure pulsations and combustion dynamics. This is because the turbines burn fuel as lean as possible to reduce emissions to environmentally acceptable levels, but in so doing create metastable flame conditions and corresponding pressure pulsations that will damage and even destroy combustors if left unchecked.
The characteristic frequencies associated with these metastable conditions vary according to manufacturer and combustor. By tuning the monitoring system to these characteristic frequencies, the damaging pulsations can be detected and the fuel/air mixture adjusted to an operating point where the combustor will not be damaged.
The dynamic pressure sensors are thus used as part of a closed-loop control system that keeps combustion from persisting in a state that will damage the combustors. Highly sophisticated filtering and detection is used, as provided by the monitoring system. The dynamic pressure sensors are mounted in extreme environments where temperatures of up to 650° C and billions of pressure cycles must be endured.


| Document |
|---|
| Advanced machinery protection and condition monitoring for critical rotating machinery |
| A practical guide for understanding gas turbine monitoring |