While gas turbines have risen in importance due to their efficiency and their ability to generate power in a matter of minutes rather than hours, steam turbines retain an indispensable role in the world’s electricity production as well as mechanical drive applications. In this article, we briefly explore the basics of steam turbine monitoring.
Many of our customers work in the disciplines of instrumentation and control (I&C), rotating machinery, and reliability. Few would consider themselves process professionals. For this reason, we start our discussion of steam turbines with a basic review of where they are used as summarized in Table 1.

Figure 1 shows the share of electricity production by type of generation between 1988 and 2021. Considering that steam turbines are used exclusively as the main generators in all coal-fired and nuclear plants, those plants alone tell us that steam turbines account for nearly half (46%) of the world’s electricity generation. When we also consider that a large percentage of gas-fired plants utilize combined cycles, and that about 30% of the power in combined cycle plants is contributed by the steam turbine(s) therein, it becomes obvious that far more than half of the world’s power is still attributable to steam turbines.

Figure 1:Global share of electricity production by source between 1985 and 2021. The contribution from coal (~36%) and nuclear (~10%) relies entirely on electricity produced from steam turbines while that from gas, oil, and solar relies partially on steam turbines. A large percentage of gas-fired plants use combined cycles where approximately 30% of the plant’s electricity output comes from one or more steam turbines.
When we add in the tens of thousands of steam turbines used for mechanical drive applications globally where the driven machine is something other than an electrical generator, it becomes clear that steam turbines will be with us for the foreseeable future.
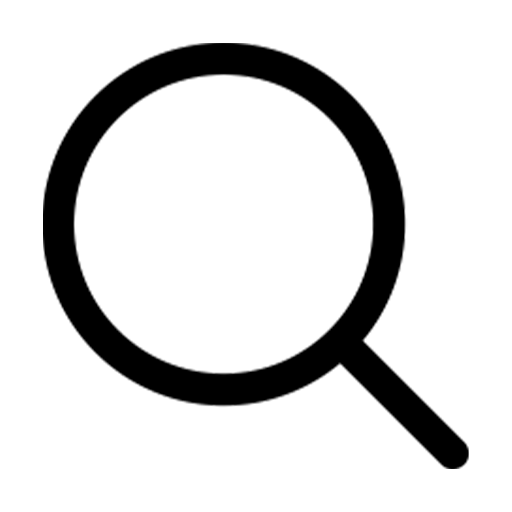
Steam turbines in power generation service can range in size from as much as 1800 MW in nuclear plant service to less than 10MW when used for on-site power generation as part of a process plant. However, the vast majority are greater than 2 MW in size and for this reason use fluid-film bearings rather than rolling element bearings (Figure 2).
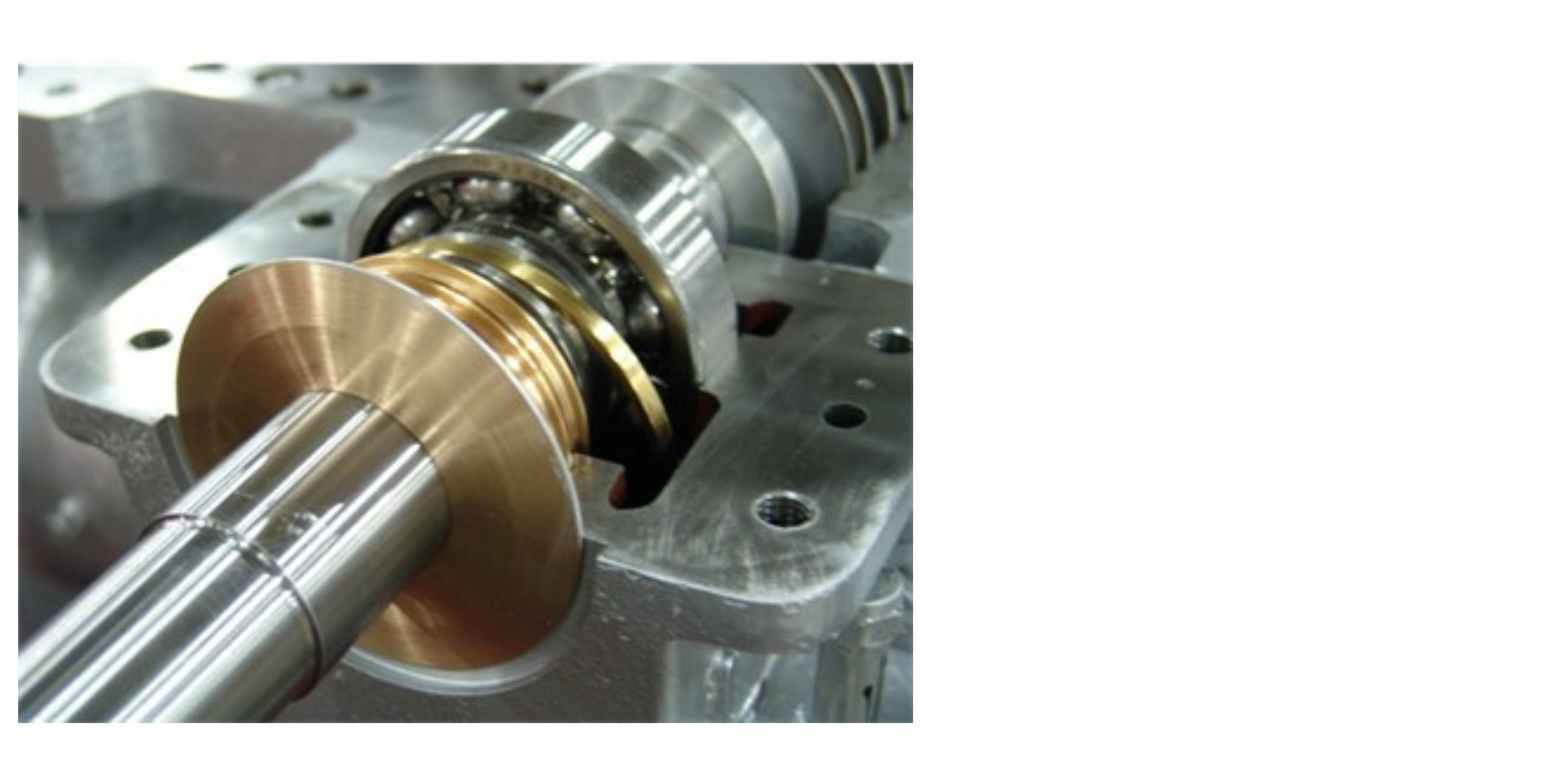
Figure 2: Although mechanical drive steam turbines such as this single-stage model from Siemens may use rolling element bearings, all steam turbines larger than about 2MW use fluid-film bearings due to the large radial and axial forces involved.
Steams turbines in mechanical drive service can range in size from single-stage units as small as 0.1 MW to multi-stage units as large as 200 MW. As noted above, however, once they exceed approximately 2 MW in size, fluid-film bearings are almost always used. Thus, most steam turbines encountered in practice will utilize fluid-film bearings and are most appropriately instrumented at their radial and axial (thrust) bearings by means of proximity probes.
Although most steam turbines employ fluid-film bearings, smaller units in mechanical drive service incorporate rolling element bearings and are thus monitored with seismic sensors mounted on the bearing caps as shown in Figure 3. Their driven machines are likewise small and usually also employ rolling element bearings and are thus also monitored by means of bearing cap seismic sensors.
Although some customers monitor larger steam turbines that have fluid-film bearings with seismic sensors, this is not recommended because the diagnostic data available from such sensors for condition monitoring purposes is rarely adequate. While rolling element bearings generate characteristic frequencies based on the make/model of bearing, its internal geometries, and rotative speeds, the same is not true of fluid-film bearings and a true shaft-observing transducer (eddy-current proximity) is necessary for proper diagnostics. Although a seismic transducer can arguably provide radial vibration protection if the machine shakes severely enough, it cannot provide thrust bearing protection because this is fundamentally a position measurement – not a vibration measurement. Also, for radial measurements, the forces transmitted from the rotor through the fluid film and subsequently to the bearing cap undergoes damping and may or may not reflect an appreciable amount of casing vibration for a given amount of rotor vibration. Lastly, there can be problems such as misalignment that manifest as radial position changes – not just vibration changes – that won’t be detected by a seismic sensor such as an accelerometer or a moving-coil velocity transducer. For all of these reasons, vibro-meter recommends proximity probes whenever the machine has fluid-film bearings. As will be discussed later in this article, seismic sensors can augment the data from proximity probes on extremely large and/or compliant machines via so-called dual-probe and shaft-absolute measurements, but they should only be used in addition to (not in lieu of) proximity probes.

Figure 3: Small steam turbines in mechanical drive service typically use rolling element bearings and are monitored as shown here via absolute (A) seismic sensors mounted on the bearing housings. The vibration measurements are often augmented with lube oil pressure (P) and bearing temperature (T) measurements. Overspeed (OS) and phase trigger (ɸ) measurements should also be included.
When steam turbines use fluid-film bearings (and the vast majority do), they are monitored with conventional X-Y proximity probes at radial bearings and dual-voting axial probes at thrust bearings as shown in Figure 4. This complement of transducers (when a phase trigger is also installed) provides both adequate machinery protection and diagnostic / condition monitoring capabilities for machines up to about 30MW in size. Occasionally, seismic sensors are also mounted on the bearing caps to allow both shaft-relative and bearing absolute vibration to be monitored. These two measurements can be vectorially subtracted in the monitoring system to provide a shaft-absolute measurement (shaft vibration relative to free space) provided the proximity and seismic sensors are mounted in the same measurement axis. Shaft-absolute measurements are particularly important on highly compliant machines where there is appreciable casing motion compared to shaft motion.

Figure 4: Up to approximately 30MW, steam turbines with fluid-film bearings can be addressed with only conventional measurements of shaft-relative (SR) vibration using X-Y proximity probes, axial position (Z) using dual-voting proximity probes, and a phase trigger (ɸ). As with smaller units, lube oil pressure (P) and bearing temperature (T) measurements are also often present. Overspeed (OS) is a must and shaft-relative vibration measurements may be augmented with seismic sensors to measure bearing absolute (A) vibration.
Once steam turbines exceed approximately 30MW, an additional complement of measurements becomes necessary. These are known as TSI (Turbine Supervisory Instrumentation) measurements and are detailed extensively in our downloadable eBook on the topic.
The first TSI measurement to come into play is usually rotor eccentricity and is a measure of shaft bow given the long unsupported rotor length between bearings. This measurement is usually required on all steam turbines above 30MW to ensure that the machine is not started if excessive shaft bow exists. To keep the shaft from bowing, it is never allowed to come to rest and is instead kept rotating at very slow speeds (usually 3 rpm or less) to ensure the rotor cannot sag by remaining stationary. Eccentricity is measured by means of a radial proximity probe, mounted at a shaft axial extremity where the bow will be most pronounced and thus easier to detect.
The next TSI measurement is differential expansion and it is generally required on machines above approximately 50MW. Differential expansion occurs due to the differing thermal expansion rates of the rotor relative to the casing. As would be expected, the rotor with its smaller mass will heat (and thus grow) faster than the casing when a unit is started and steam is admitted. If the operator does not carefully control the admission of steam, the rotor will grow too fast and come into contact with the casing, severely damaging the machine and entailing outages measured in weeks or months rather than days. The same situation can happen in reverse where the rotor cools too rapidly relative to the casing, and thus shrinks faster than the casing and incurs an axial rub. This condition can arise during steady-state operation if abrupt changes in steam conditions occur. Either condition (“rotor long” or “rotor short”) can be catastrophic and are measured by means of proximity sensors attached to the case that detect the relative position of rotor and casing to one another.
The last TSI measurement is so-called casing or shell expansion and is made on the high-pressure (HP) steam turbine casing. To ensure the HP casing does not warp or crack, one end is fixed and the other end floats, allowing it to expand as it heats. If the sliding end of the casing becomes stuck, damage will occur and the casing expansion is thus carefully monitored – via one or (ideally) two LVDTs – to ensure that the casing is growing at an expected rate until steady state conditions are reached and casing growth reaches equilibrium conditions. Case expansion measurements are usually required on units of 80MW or more.
Figure 5 shows the complement of TSI measurements that are used on large steam turbines, whether in mechanical drive service or power generation service.
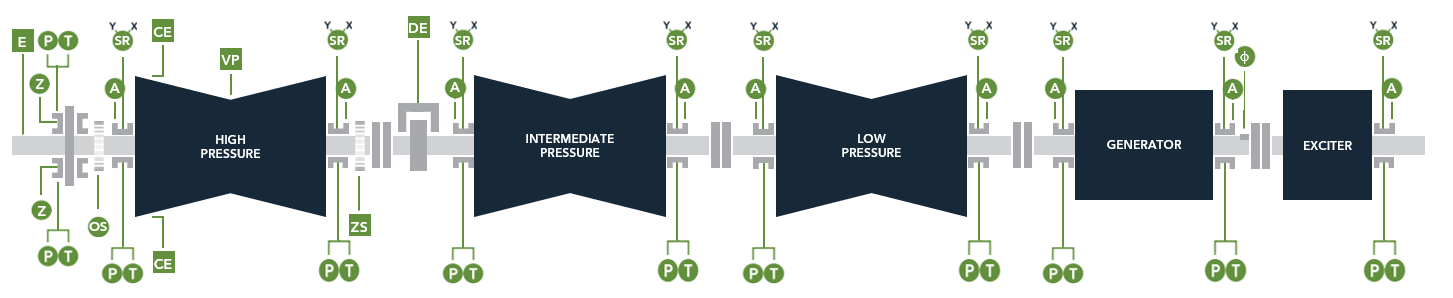
Figure 5: Once a steam turbine exceeds approximately 30MW, eccentricity (E), differential expansion (DE), and case expansion (CE) measurements come into play along with the measurements already mentioned in Figures 3 and 4. The zero speed (ZS) measurement occurs in conjunction with eccentricity and is used to detect when the shaft rotational speed has slowed to the point where a turning gear can be engaged and keep the rotor slowly turning (usually 2-3 rpm) to thus prevent a shaft bow. The valve position (VP) measurement is often done in the turbine control system rather than the TSI system but is shown here for completeness as it will occasionally be included in the TSI rather than turbine control platform.
Steam turbines are particularly vulnerable to overspeed and such events can be spectacularly catastrophic. By their nature, steam turbines are pressure vessels and are meant to contain high temperature, high pressure steam. During an overspeed event, blades will often become liberated from the shaft and may consequently puncture the casing. Not only does this represent danger to plant and personnel because the blades become projectiles, but the escaping steam can wreak havoc regardless of where the blading projectiles may exit the casing. A bystander would not be safe just because they are on the opposite side of the machine from where the blades exit.
While all steam turbines must be protected from overspeed events, smaller single-stage units can be particularly vulnerable. This becomes apparent when one considers the relatively small mass of the rotor and how quickly it can accelerate. Unlike larger turbines, the small rotor presents far less inertial opposition to a change in speed and can thus rapidly accelerate to speeds that will destroy the machine in less than a second.
You can learn more about the topic of overspeed in our Speedometer publication, a comprehensive 24-page guide that discusses overspeed, its consequences, industry standards, and vibro-meter’s solution offerings including sensors and protection devices.
While most power plants (nuclear, thermal, CSP, geothermal, or CHP) have a single steam turbine driving a load, and while most mechanical drive applications involve a single steam turbine coupled to its driven machine, combined-cycle plants deserve special consideration because the steam turbine may or may not be coupled to a gas turbine in some fashion.
As was mentioned in the introduction section of this article, a combined-cycle power plant uses the exhaust gas from one or more gas turbines to create steam which in turn is expanded through a steam turbine to make additional electricity. In a so-called 1:1 (one-on-one) arrangement, the exhaust heat from a single gas turbine is used to create steam for a single steam turbine. In some instances, the gas turbine and steam turbine will be connected to one another on a single shaft, driving a common generator. This is known as a single-shaft arrangement. In other instances, the steam and gas turbines will be on separate shafts and each will drive its own generator.

Figure 6: This 120MW steam turbine is used in a combined-cycle plant in Italy. Steam turbines in combined-cycle service have been specially enhanced over the last several decades to meet the demands of the steam conditions found in combined-cycle plants along with numerous other improvements1. The turbine shown here is covered with thermal blanketing to reduce heat losses and improve efficiency.
Another arrangement occurs when the exhaust gas from multiple gas turbines is used to create steam for a single steam turbine. For example, when two gas turbines create steam for a single gas turbine, this is known as a 2:1 (two-on-one) arrangement. Older combined cycle plants with numerous smaller gas turbines may have even higher ratios of gas turbines to steam turbines. For example, PGE’s Beaver Plant in Oregon uses a 6:1 arrangement where six GE Frame 7 gas turbines create steam for a single 125MW steam turbine. This plant went into service in 1976 and is an example of older technology where a larger number of gas turbines “feed” a single steam turbine. The result is still that approximately 30% of the total electrical output comes from steam, but there is a higher proportion of gas turbines to steam turbines.
An example of a more modern combined-cycle plant is detailed in our case history for two plants owned and operated by AXPO in Italy. These plants use 1:1 configurations where a 260 MW gas turbine generates sufficient steam to power a 120 MW steam turbine, and thus 31.5% of the total electrical output. However, these are not so-called single shaft configurations as the gas and steam turbines each drive separate electrical generators. You can access the case history here which details how the steam turbine monitoring systems were retrofit with vibro-meter’s proximity probes and VM600 monitoring platform to eliminate the spurious (false) trips caused by the original system from another manufacturer.
Steam turbines use conventional radial vibration and thrust position measurements, but once the size exceeds about 30MW, an additional complement of measurements will be present. These measurements are known as TSI (Turbine Supervisory Instrumentation) and are detailed in a companion publication available here. Most combined cycle plants employ steam turbines larger than 30MW and will thus incorporate TSI measurements. Likewise, most conventional thermal power plants will use trains that range in size from 50MW to over 900MW and will also incorporate TSI measurements. Nuclear plants are designed with large reactors for economies of scale and the steam turbines in such plants are consequently very large, ranging in size from about 700MW to as large as 1800MW – enjoying the distinction of being the most powerful rotating machines in the world. In contrast, geothermal plants generally have smaller machines that rarely exceed 20MW and typically use only conventional measurements rather than TSI measurements. Concentrated solar plants (CSPs) are still relatively few in number, but typically have steam turbines ranging in size from 2MW up to about 200MW in size and may thus also have TSI measurements in addition to conventional measurements.
Vibro-meter has extensive experience monitoring steam turbines in all configurations and settings, whether combined-cycle, conventional thermal, geothermal, or nuclear. Our solutions are often supplied for new combined-cycle plants where we monitor both gas and steam turbines, but we are equally proficient in providing retrofits to aging steam turbine monitoring systems. Indeed, many conventional thermal and nuclear plants were commissioned decades ago and their instrumentation systems are now reaching or have surpassed their intended design life. We are able to replace the protection systems and sensors2, and augment these systems with condition monitoring if it is not already present.
In other situations, an outage may not be planned for some time and it is desirable to keep the underlying protection systems and sensors intact while either installing a condition monitoring system for the first time, or replacing an aging and/or unsupported condition monitoring system. Indeed, a recent case history where we delivered such an upgrade can be found here.
Lastly, because we have expertise on both gas and steam turbines, and because both machine types are often found in many plants, a single system and a single provider can be trusted to address all of your machinery along with the turnkey services scope to address any type of project, whether greenfield or brownfield. You can learn more about these offerings and the measurements made on steam turbines by visiting our steam turbine application page and by contacting your nearest vibro-meter sales professional.
Figure 7: In addition to our products, vibro-meter has an extensive portfolio of turnkey services for projects involving steam turbines, gas turbines, and their driven machines.
Image Source:
Figure 1: https://ourworldindata.org/electricity-mix
1“Combined Cycle Power Plants” IMIA Working Group Paper 91 (15); page 14, IMIA Annual Conference 2015, Merida (Yucatán), Mexico, 26-30 September 2015. Retrieved Sept 15, 2022.
2 Many older turbines are under-instrumented and can benefit from additional sensors – not just new sensors that retain the existing mounting locations and bracketry.