How to simplify machinery fault identification, deliver actionable information to operators as well as machinery specialists, and leverage subject matter expertise across your entire organization?
Repetitive Tasks…
A day in the life of a machinery diagnostic engineer was once characterized by an abundance of air travel and rental cars. More time was often spent getting to and from the jobsite and then collecting data using a portable instrument of some kind than was spent actually analyzing the data and diagnosing the problem.
Then, as online condition monitoring systems became more commonplace and remote connectivity more prevalent, the travel lessened, but the fundamental data reduction, analysis, and diagnosis tasks remained the same.
For an in-house rotating machinery engineer or vibration analyst, the job may involve little or no travel, but the fundamental data reduction, analysis, and diagnosis tasks remain identical to those of the field diagnostic engineer.
Today, as more and more people work from home, and as more and more companies consolidate their workforce, fewer people are often tasked with doing more. In the case of machinery support, there may be a single engineer that supports the machinery for an entire facility. Or, if the facilities are small and distributed geographically, a single engineer (or a centralized team) may support multiple facilities where the facilities operate without a full-time, on-premises engineer with rotating machinery expertise.
Whatever situation describes your operations, the ability to do more with less is likely of interest and our VibroSight suite has been designed with powerful tools to help you.
Embedding knowledge, automating repetitive tasks…
With an online condition monitoring system, the data collection aspect is already automated. Thus, when properly configured, the right data is available at the right time and the need to supplement this data with additional, manually collected data is either rare or eliminated entirely – but the data reduction, analysis, and diagnosis tasks remain.
For those who do this work, day in and day out, you realize that a systematic approach exists that typically involves looking at particular plot types to quickly include or rule out certain faults. For example, whenever high vibration manifests in the machine, the most likely culprits will be mass imbalance and/or misalignment. The sequence of plot types and attributes to examine are quite predictable. Once those “big 2” are ruled out or ruled in, diagnosis can either progress or stop. Certain malfunctions are readily observable in an orbit while others are most apparent in the spectrum. Still others can give similar orbits but will include tell-tale signs in a Bode plot. The point is that the systematic methods that you follow when diagnosing machinery problems using vibration and machine information are just that: systematic.
It turns out that the diagnostic “system” or “decision tree” that you mentally follow can be codified in a series of diagnostic rules that can be applied over and over again to data collected by a condition monitoring system. And, these rules can be either sophisticated or simple. The key is that they can be understood and embedded and customized by a user to reflect their unique process conditions and their unique machinery.
First Principles vs. Data Science
A data science approach is quite trendy today. In fact, an informal survey of such providers three years ago at a major software provider’s user group revealed sixteen such entrants to the market, each claiming to be better than the next, but only a small handful could even explain what differentiated their system or their approach from all the other providers. One simply claimed it had the most venture capital backing, as if that was a selling point in and of itself. What became apparent, was that the systems that had the most success were those that had discovered narrow application niches and developed domain mastery – not just generic data mastery. While such systems do have their place, they are typically both costly and difficult to implement without a large, dedicated staff. For this reason, they are often found in large organizations with thousands of employees that can afford a dedicated team to implement and maintain such systems. A dedicated staff is required not only to maintain and “tune” such systems, but to initially “train” the system by feeding in large amounts of data with known “good” and “bad” actors, allowing the system to begin to recognize patterns and anomalies. In many cases, such systems are good at telling you something is wrong – but not necessarily what is wrong. Thus, they function more like another level of alarming – but still require the analyst to dive deep into the data herself to find the exact issue and then root cause.
Where machinery operators have had better success is with so-called “first principals” or “physics-based” expert systems because they often already understand what to look for in particular plot types and the diagnostic methodologies employed are both repeatable and systematic. What they need is simply a way to embed and automate that methodology. VibroSight’s diagnostic rule box software has been designed to incorporate a rule-based approach, as the name implies, and is designed for users to be able to easily generate and modify their own diagnostic rules.
Open architecture delivers a unifying dashboard
While the diagnostic rule box component is designed to complement the other components of our VibroSight software suite, it can be used with any underlying vibration data repository that can export its real time data via OPC-DA (OPC Data Access). This allows it to be used as a dashboard across disparate systems and provide an intuitive interface designed to be accessible by machinery operators – not just machinery engineers and specialists.
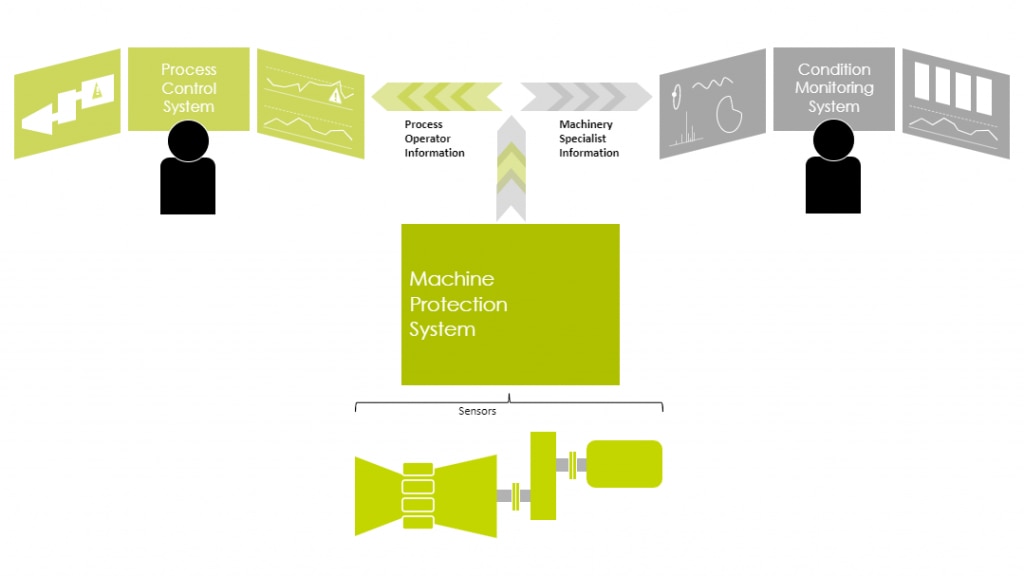
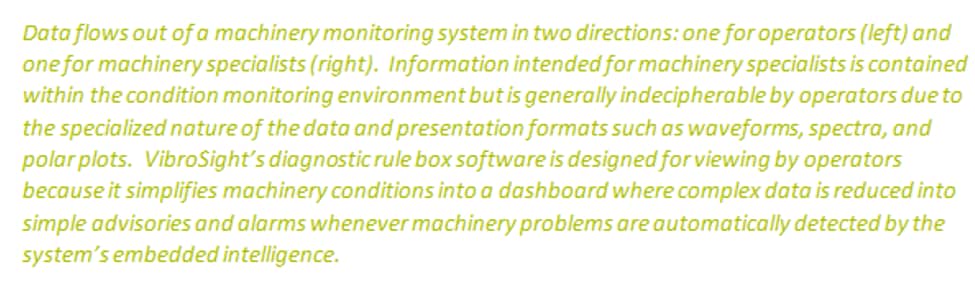

The dashboard aspect of the software is key because it presents status and information in a way that is meaningful to operators. In other words, it is particularly important for sites where a full-time machinery engineer cannot be resident to assist with interpreting alarms and anomalies. The system operates by mimicking the thought process and systematic diagnostic methodology used by a real machinery analyst, and then generating alarms and advisories that are easily understandable by non-specialists. Operators benefit because when a machinery condition arises, they can be given specific, automated guidance on what is wrong, how serious it is, and what to do about it. Machinery engineers benefit because they can embed their own deep knowledge in a way that can be used across many plants and assets simultaneously – even when numbering into the hundreds or thousands. Even in instances where the only primary user will be a machinery specialist (or team of machinery specialists), the system still provides substantial value because it frees the specialist from tedious manual data review and analysis, automatically detecting problems, and freeing the specialist to fix problems rather than find problems. And because a human being can be in only one place at a time, the system effective leverages the embedded knowledge of a single specialist (or team of specialists) in a way that allows them to be everywhere at once.
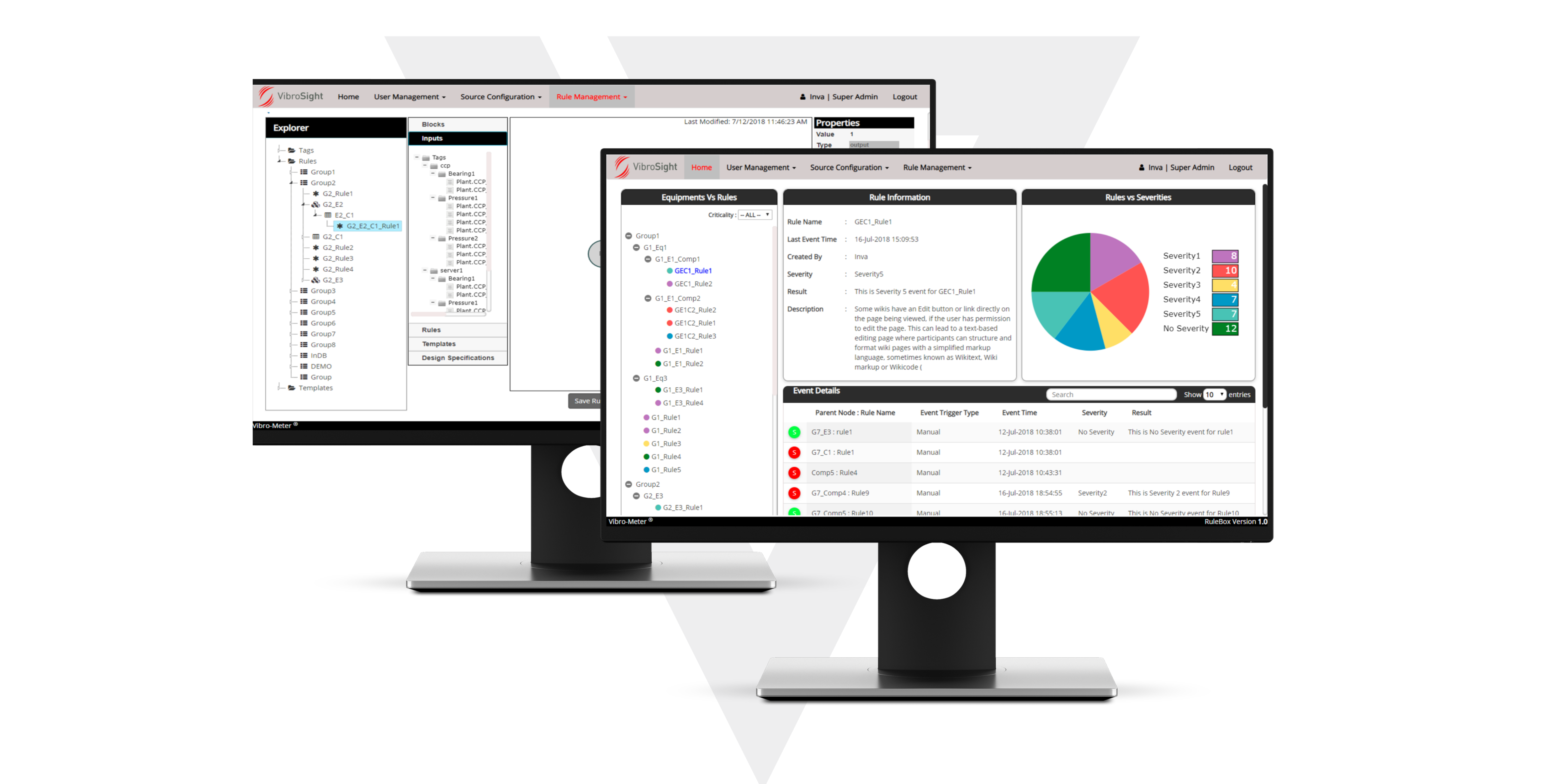
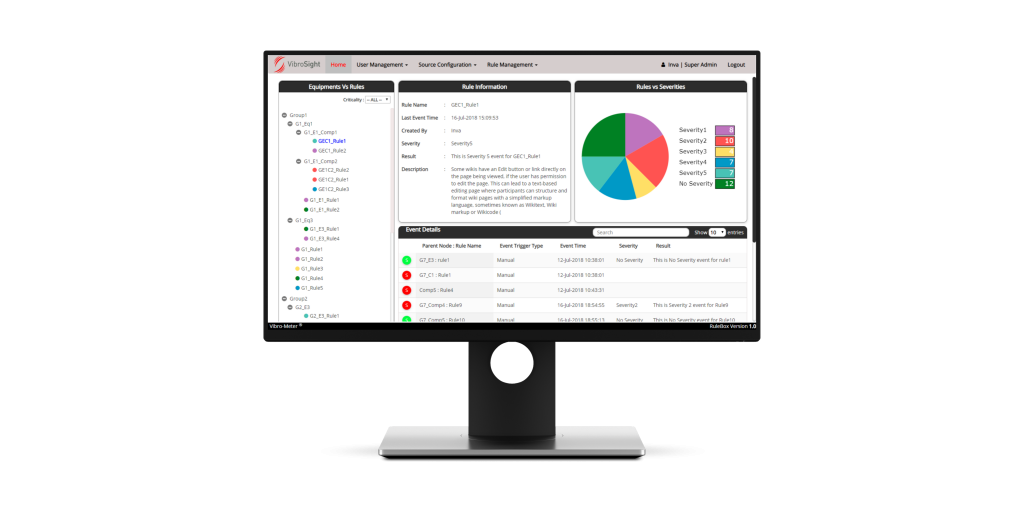
The dashboard acts as a home page to organize, summarize, and display the information generated by the diagnostic rules running in the background. It summarizes the outputs (results/actions) of the VibroSight® diagnostics rule box software to provide an “at a glance” view of the operational status of all machinery being monitored within the system. The “at a glance” view displayed by the dashboard consists of a number of reports/windows, including overall information on the machinery being monitored (asset hierarchy), diagnostic rule severity information for a selected item (criticality summary, equipment, component and/or rule details), health and status information for a selected item (asset health status), and event information for a selected item (diagnostic events and system events). Each report/window is dynamic and interactive, allowing additional information to be quickly and easily displayed depending on the items selected by the user.
Simple, graphical rule building environment

 Rules are created graphically using a library of functional blocks covering arithmetical, statistical, relational, logical, conditional, and temporal functions. Mathematical expressions can be created using combinations of arithmetic, trigonometric and/or logarithmic functions. All diagnostic rules are individually configurable for rule properties such as event logging to the database (threshold and hold time), run/update rate (frequency), delay/hysteresis (hold time), and seriousness (severity). They can also be assigned diagnosis and corrective action information that is displayed to the operator when appropriate. Once designed, tested, and approved, the diagnostic rules are added to the Windows® service and begin running in the background to continuously evaluate the incoming data. Templates of standard diagnostic rules and procedures can be developed and used with different types of machinery.
Rules are created graphically using a library of functional blocks covering arithmetical, statistical, relational, logical, conditional, and temporal functions. Mathematical expressions can be created using combinations of arithmetic, trigonometric and/or logarithmic functions. All diagnostic rules are individually configurable for rule properties such as event logging to the database (threshold and hold time), run/update rate (frequency), delay/hysteresis (hold time), and seriousness (severity). They can also be assigned diagnosis and corrective action information that is displayed to the operator when appropriate. Once designed, tested, and approved, the diagnostic rules are added to the Windows® service and begin running in the background to continuously evaluate the incoming data. Templates of standard diagnostic rules and procedures can be developed and used with different types of machinery.
Learn more...
VibroSight® software is a suite of integrated applications that allows comprehensive protection and condition monitoring functionality with vibro-meter’s VM600 and VibroSmart hardware as well as third-party hardware. The diagnostics rule box functionality discussed in this article is simply one part of the suite, but a very power part of the suite that can automate labor-intensive condition monitoring practices, freeing machinery specialists to cover more machinery than is possible using manual data review. It also delivers information directly to process and machinery operators, allowing rapid, intelligent decisions that leverage the embedded knowledge of machinery specialists whether or not they can be present at site. You can learn more at our VibroSight Landing Page or by contacting your nearest vibro-meter sales and service professional.
VibroSight is vibro-meter’s fast, powerful and user-friendly machinery protection and condition monitoring software that enables the reliability and operational efficiency of industrial machinery to be optimised through the use of advanced predictive-maintenance methodologies.

VibroSight is vibro-meter’s fast, powerful and user-friendly machinery protection and condition monitoring software that enables the reliability and operational efficiency of industrial machinery to be optimised through the use of advanced predictive-maintenance methodologies.